
Intelligent manufacturing, Engineered for Demanding Lines
- Your Expert in Folder Gluers & Tape Pasting.
 May 13,2026
May 13,2026
The 4 AM Phone Call No Plant Manager Wants
It's 4:00 AM. Your night shift supervisor calls: "The taping line stopped again. The tape is wrinkling on every third large box, and we've already burned through two rolls trying to fix the tension."
If this scene feels familiar, you're not alone. Based on feedback from corrugated packaging plant operators, a significant portion of unplanned downtime on case sealing lines stems not from major mechanical failures, but from mismatches between the taping unit and the actual large-format boxes being run.
The root cause is rarely obvious. It's not about whether the machine can run fast. It's about whether the equipment understands the four physical behaviors of large boxes: panel gravity, flap momentum, adhesive dwell time, and tension feedback.

Below is a field-tested evaluation framework gathered from plant managers who solved these midnight problems—not by buying the fastest line, but by asking the right questions before purchase.
Large boxes behave differently than small ones. When a box blank measures 1,200mm or more in length, the leading flap simply drops under its own weight before reaching the folding station.
This is called flap sag. The symptom: tape that starts straight but ends diagonally across the seam. The root cause: insufficient flap support during transport.
What to examine in any potential system:
Does the infeed section have adjustable side supports that extend across the full blank length?
Are there spring-loaded flap holders that activate before the taping head?
Can the transport belt pattern be reconfigured for asymmetrical large blanks?
One packaging plant in the Midwest reportedly solved chronic tape wrinkles by upgrading to a system with sectional flap supports. According to their internal records, waste from mistaped large cartons decreased noticeably within the first month of operation.
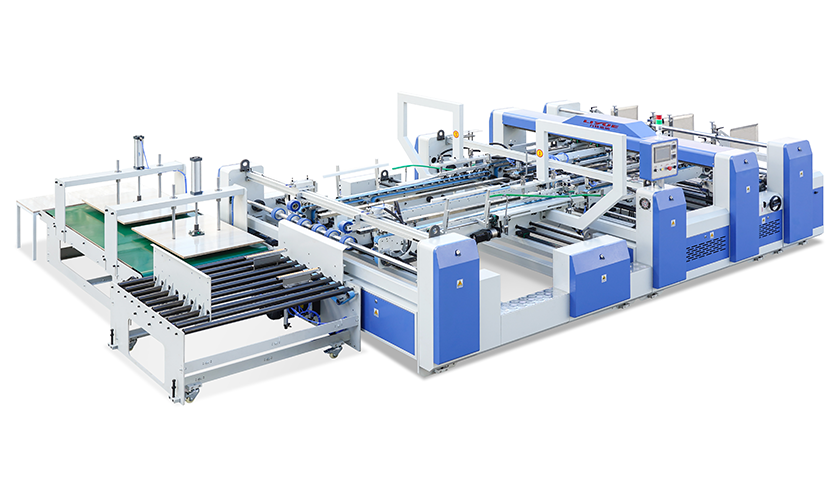
If your upcoming line will regularly handle box blanks longer than 1,000mm, this single feature often matters more than maximum speed. To see how different taping lines address flap sag through mechanical design, view side-support system configurations for large blanks.
Here's a subtle failure that looks like a tape quality problem but isn't. On large boxes, the distance between the taping head and the pressure roller is often too short relative to box length. The tape adhesive needs time under pressure to fully bond to corrugated board—especially on recycled or moist substrates.
Published guidelines from adhesive manufacturers (3M Technical Bulletin, 2022) indicate that water-activated tape on standard corrugated typically requires sufficient compression length to achieve a reliable bond. For large boxes moving at typical line speeds, a post-taping compression section of at least 500mm is generally recommended.
Red flags during evaluation:
The manufacturer cannot provide compression section length data
The demo uses only small boxes (under 600mm)
No adjustable pressure mechanism for the post-taping roller
Green flags:
Compression length is clearly specified (preferably exceeding 600mm)
Pressure roller has independent tension adjustment per side
The system includes a delay setting for the tape applicator on extra-long boxes
One converter running e-commerce shipping boxes reported that upgrading to a line with extended compression helped reduce blow-opens during high-humidity summer months, particularly on larger cartons.
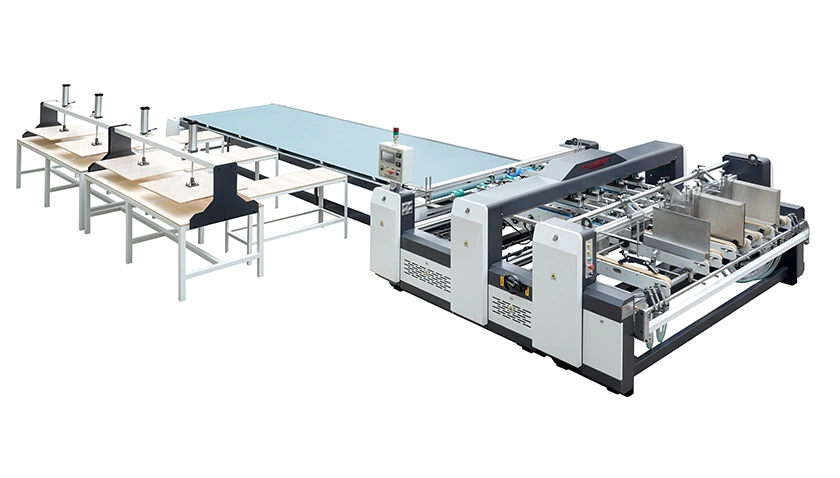
This aspect is often overlooked because manufacturers tend to focus on tape application rather than post-application bonding. For a closer look at how compression zone design differs across taping systems, explore post-taping compression module specifications.
Large boxes vary not just in length but in height. A line that runs 150mm-tall pizza boxes perfectly may fail completely on 500mm-tall appliance cartons. The difference is often in tension control logic.
Most basic taping machines use fixed spring tension. This can work well for a narrow height range. But when the box height varies significantly, the tape pays out at the same force—potentially leading to tape stretch (on taller boxes) or insufficient adhesion (on shorter ones).
What to ask during technical review:
Is tension adjustable while the machine runs (in-process adjustment)?
Does the tensioner respond to box height automatically, or require manual re-calibration per job?
Is there a tape break sensor that stops the line before wasting material on mistaped boxes?
A facility in Ohio running mixed SKUs of large produce boxes documented their experience: The older fixed-tension line required calibration per height change and produced noticeable tape waste. After moving to adaptive tension control, reported changeover times decreased significantly, and tape waste was substantially reduced.

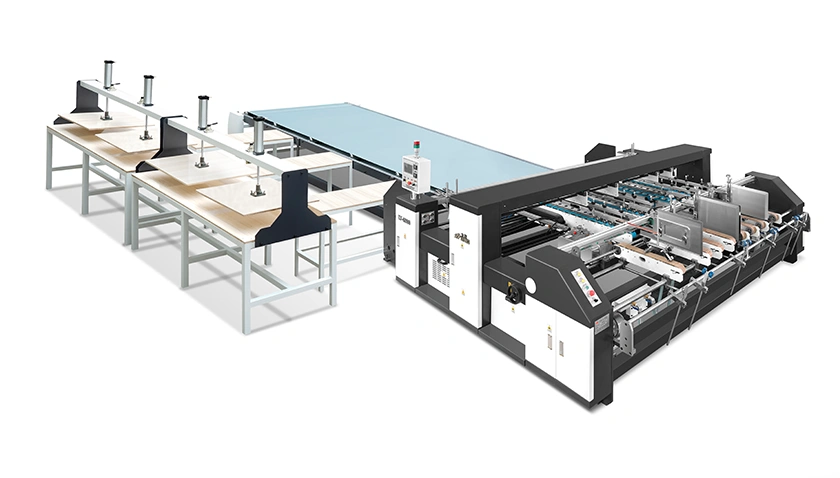
This limitation often becomes apparent only after installation, when a supposedly flexible line turns out to be rigid in practice. To compare tension control methods across different tape pasting equipment, review adaptive tension system options and demo videos.
Large boxes often have non-standard flap configurations. Some require full overlap taping. Others use center-seam tape for dust-proofing. Many lines are designed for one flap style and struggle with others.
The evaluation checklist:
Does the taping head articulate (pivot) to handle angled flaps?
Can the machine apply tape to recessed flaps where the panel sits below the box top?
Is an auxiliary taping unit available for double-side taping on custom flaps?
Real-world example: A furniture packaging plant needed to tape both standard RSC boxes (straight flaps) and telescope-style boxes (recessed inner flaps). Their first machine required lengthy manual reconfiguration per switch. The second system they evaluated—with a pivoting taping head and quick-rail adjustment—reduced that time to a few minutes.
Ask any manufacturer for a flap compatibility matrix. If they cannot provide one, it may indicate the machine is best suited for basic RSC flaps only.
If your production mix includes anything beyond standard straight flaps, prioritizing systems with articulated taping heads and modular attachment points is generally advisable. To see how modular taping head designs accommodate varied flap geometries, explore LIYUE's flap configuration options and attachment kits.
The four steps above need not add significant cost to your equipment budget. They simply shift the evaluation focus from brochure claims to physical principles. A line that accounts for flap sag, dwell time, height-driven tension, and flap variability is more likely to run reliably during off-hours. One that doesn't may continue to cause unexpected stoppages.
Before your next equipment review, consider walking your current floor and documenting exactly which large-box jobs tend to cause issues. Then use that list to test each prospective system.
If you're currently comparing tape pasting lines and want to see how these four evaluation criteria translate into actual mechanical differences, review LIYUE's large-format taping line configurations and application case studies.
NEXT: 5 Factors for Selecting a Folder Gluer
PREV: NULL


 May 13,2026
May 09,2026
May 05,2026
May 13,2026
May 09,2026
May 05,2026
Intelligent manufacturing, Engineered for Demanding Lines
- Your Expert in Folder Gluers & Tape Pasting.