
Intelligent manufacturing, Engineered for Demanding Lines
- Your Expert in Folder Gluers & Tape Pasting.
 May 09,2026
May 09,2026
Walk into any carton plant, and the stories are the same. "That high-speed machine looks great on paper, but we spend an hour each morning just adjusting the feed." Or: "The lock-bottom attachment works, but only for one operator—anyone else struggles to get clean folds."
These aren't rare complaints. According to industry feedback from folding carton converters, a poorly selected folder gluer can reduce effective production time by nearly 15-18% per shift—not due to mechanical failure, but due to design choices that don't match your actual mix of box styles.
The real question isn't "how fast can it run?" It's: Which machine design will keep your specific cartons moving cleanly from feed to stack for the next eight years?
Below are five experience-driven factors to evaluate before committing to any carton folding and gluing system. These come from common pain points reported by plant managers and maintenance leads, not from spec sheets.
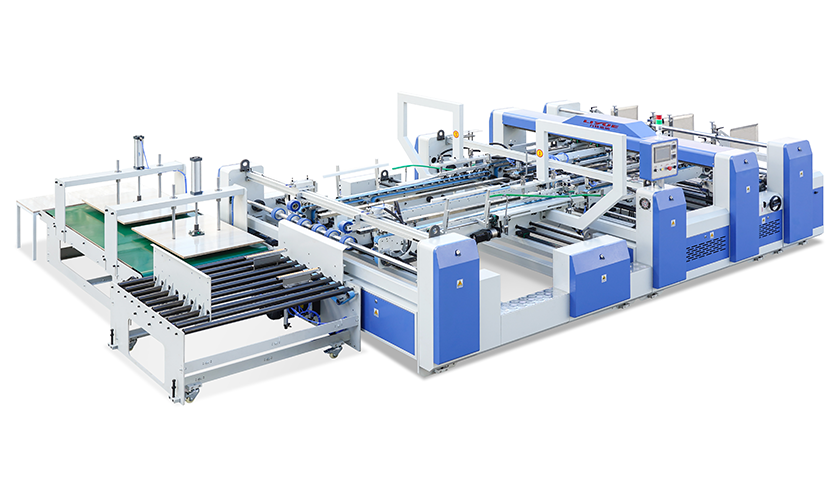
The feed section is the heart rate monitor of your folder gluer. If it can't handle your typical board warp or slightly miscut blanks, nothing else matters.
Many buyers focus on speed ratings (30,000 boxes/hour, etc.) but overlook how the feeder handles variation. Do you often run recycled board with a slight edge curl? Low-cost machines with rigid feed gates will jam repeatedly. Better designs use self-adjusting belts or spring-loaded side guides.
Red flag: The manufacturer won't let you run your own "problematic" blank during a live demo.
Green flag: They ask about your average board caliper range and warp tolerance before quoting.
Plant managers, we've worked with report that switching to a gluer with a vacuum-assisted, adjustable feed table reduced their pre-run setup time from 25 minutes to under 8 minutes on tricky E-flute stock.
This directly connects to daily throughput. A forgiving feed section doesn't just reduce jams—it lets your less experienced operators keep the line moving. For details on how modern feed mechanisms differ in real-world conditions, you can explore feed system comparisons and module options. explore feed system comparisons and module options.
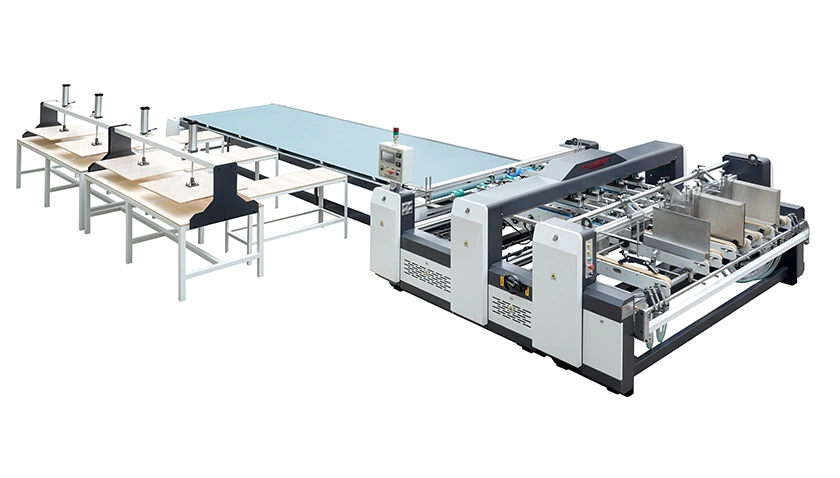
Unless you run 100,000 identical pizza boxes every shift (most plants don't), your folder gluer must handle rapid changeovers between straight-line, lock-bottom, and 4-corner trays.
The traditional approach uses fixed carrier chains. The smarter approach uses modular carrier belts with quick-release guides.
Consider a typical Tuesday: 8,000 crash-lock bottom cartons for a supplement bottle, then 3,000 straight-line mailer boxes, then 12,000 4-corner trays for frozen food. A rigid carrier system demands tool-assisted guide changes for each job. A flexible carrier system with color-coded, hand-adjustable rails cuts changeover from 45 minutes to under 10.
One mid-size packaging converter in the Midwest tracked this: their old folder gluer averaged three changeovers per shift, losing 2.2 production hours daily just to set up. After moving to a modular carrier design, they regained 1.7 hours of running time per day.
Key technical point: Look for carrier belts with independent tension control per lane. This allows you to run narrow and wide blanks in the same shift without re-threading the entire chain path.
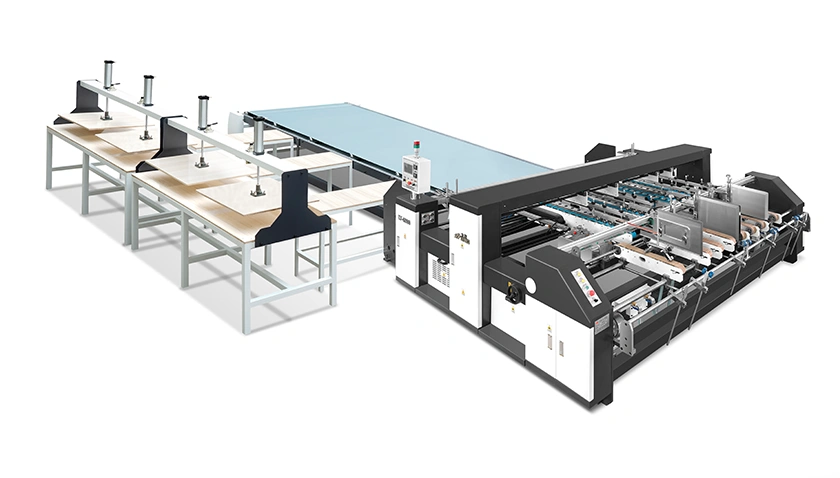
Here's a truth most glossy brochures skip: The glue station is both the most critical and most neglected part of any folding carton gluing machine. Why? Because cleaning it is a pain, operators delay it, then glue skips or contamination ruins a batch.
What to examine before buying:
Can the glue wheels or extrusion heads be removed without dismantling the entire upper frame?
Are glue patterns adjustable while the machine runs (in-machine adjustment)?
Does the system detect missing glue laps and reject the carton before it reaches the stack?
Poor glue system design creates three costly outcomes: 1) blow-opens from insufficient adhesive, 2) glue marks on carton faces from overspill, and 3) cleaning downtime after every glue change.
Modern folder gluers now offer cold glue extrusion with servo-controlled patterns. These reduce adhesive waste by up to 30% compared to wheel applicators, according to a 2023 post-press efficiency study. But even servo systems vary—some hide the glue lines behind covers; others place them at waist height for easy cleaning.
If your plant runs many PVA or hot-melt adhesive types, prioritize designs with dedicated, color-coded glue modules. To see how different folding carton gluer models arrange their glue station access, view specific system layouts and service clearance specifications. view specific system layouts and service clearance specifications.
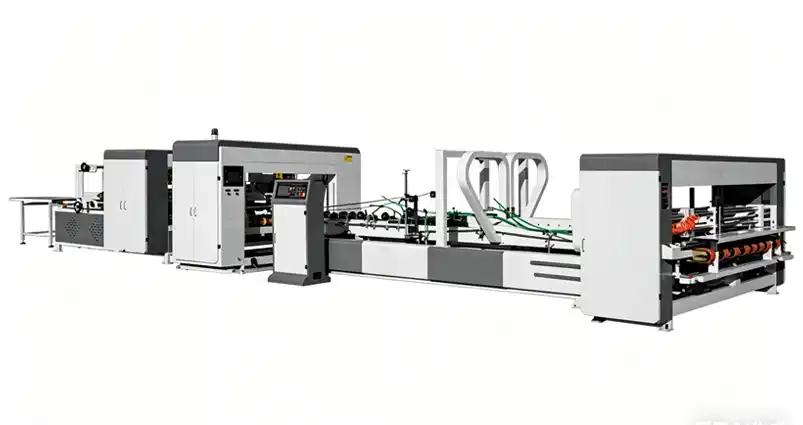
Stacking issues cause more rejected boxes than misfolding. If the compression section (where glued flaps are set under pressure) is too short or uneven, cartons bloom open on the pallet.
The physics is simple: adhesive needs time under pressure to bond. A short compression section forces a higher conveyor speed, which reduces pressure duration. Manufacturers sometimes compensate with heat or accelerator sprays, but those add cost and complexity.
Engineering rule of thumb from glue manufacturers: For typical water-based adhesives on clay-coated board, aim for a minimum of 1.5 seconds of compression time at your target speed. Calculate that against the gluer's compression belt length.
Example: A compression section of 1,800mm at 200 meters/minute belt speed gives exactly 0.54 seconds—dangerously low. That machine will produce blow-opens unless you run slower.
Experienced buyers bring a stopwatch and a flashlight to the compression section. They check:
Can pressure be adjusted independently on left/right belts? (critical for asymmetric cartons)
Is the belt tension tracked to prevent creeping?
Many plants overlook this until their first peak season, when faster running speeds reveal compression limitations. A well-designed folder gluer allows you to extend compression belt length with bolt-on modules—a feature worth prioritizing.
Every manufacturer puts a shiny HMI (touchscreen) on their box making equipment. But the difference is in the diagnostic depth behind the screen.
When a jam occurs, does the screen tell you "Jam in station 4" or does it show "Fold rail right side, blank size 480mm, sensor PLS-3 not triggered"?
The second option reduces troubleshooting time from 15 minutes to 90 seconds. Your maintenance team will thank you.
Also examine: Can you save job parameters (blank size, fold settings, glue pattern) and recall them by barcode scan? Or does every changeover require manual re-entry?
Red flag: The demo unit crashes or gives vague errors during operation.
Green flag: The technician shows you a historical error log with timestamps, sensor names, and resolution steps.
One plant manager noted: "Our old machine had a 7-inch screen but zero useful diagnostics. Our new modular gluer has predictive alerts—it warns 'right fold belt slipping detected' before visible quality drops. That alone saves us 4 hours of rework per week."

If your operators will run shifts without constant supervision, invest in control logic that teaches them what failed and where. Many plants don't realize how much downtime they lose to "search and inspect" until they see a gluer with guided diagnostics. Check control system features and diagnostic examples to compare available logic packages. Check control system features and diagnostic examples.
None of the five factors above requires buying the most expensive machine. They require honest mapping between your typical carton mix and the gluer's mechanical personality.
Create a simple scorecard:
Feed tolerance: high importance if you run recycled/warped board
Carrier flexibility: high if changeovers > 4x per shift
Glue access: high if you rotate adhesive types weekly
Compression length: critical for heavy board or deep trays
Diagnostics depth: essential for mixed-skill operator shifts
Then, prioritize trade-offs. A machine with great feed tolerance but short compression might work for small, rigid cartons but fail for large, deep boxes. No folder gluer does everything perfectly—but the right one does your specific jobs dependably.
If you're currently evaluating options and want to see how these five factors translate into actual physical configurations, view LIYUE’s folder gluer series and module combinations to compare real-world implementations.


 May 09,2026
May 05,2026
Apr 30,2026
May 09,2026
May 05,2026
Apr 30,2026
Intelligent manufacturing, Engineered for Demanding Lines
- Your Expert in Folder Gluers & Tape Pasting.